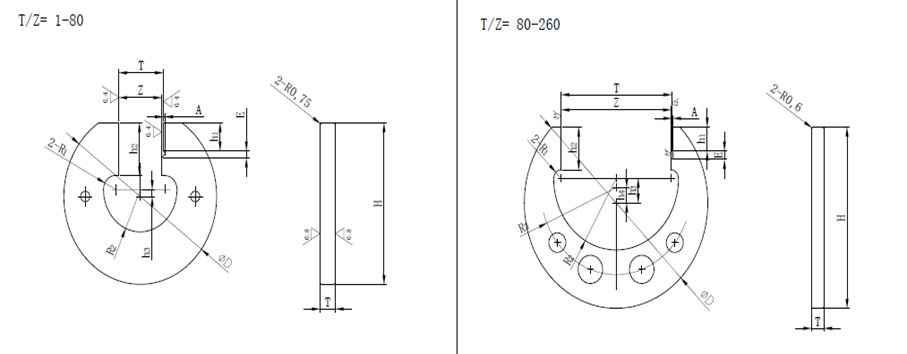






| 序號 | T/Z | A | h1 | h2 | h3 | h4 | H | R1 | R2 | R3 | D |
| 1 | 1-3 | 0.5 | 5 | 10 | 2 | - | 31 | 3 | 6 | - | 31 |
| 2 | 3-6 | 0.5 | 5 | 10 | 2 | - | 31 | 3 | 6 | - | 32 |
| 3 | 6-10 | 0.5 | 5 | 10 | 4 | - | 38 | 4 | 8.5 | - | 40 |
| 4 | 10-18 | 0.5 | 8 | 15 | 2 | - | 46 | 4 | 12 | - | 50 |
| 5 | 18-30 | 0.5 | 8 | 15 | 6 | - | 58 | 5 | 14 | - | 64 |
| 6 | 30-40 | 0.5 | 11 | 20 | 6 | - | 58 | 5 | 14 | - | 64 |
| 7 | 40-50 | 0.5 | 11 | 20 | 9 | - | 72 | 5 | 22.5 | - | 82 |
| 8 | 50-65 | 1 | 14 | 24 | 11 | - | 100 | 7 | 37 | - | 116 |
| 9 | 65-80 | 1 | 14 | 24 | 14 | - | 114 | 8 | 45 | - | 136 |
| 10 | 80-90 | 1 | 17 | 30 | 17.6 | 11 | 129 | 6 | 51 | 62 | 150 |
| 11 | 90-105 | 1 | 17 | 30 | 18.9 | 11.5 | 140 | 6 | 58.5 | 69 | 167 |
| 12 | 105-120 | 1 | 17 | 30 | 24 | 13 | 153 | 6 | 61 | 77 | 186 |
| 13 | 120-135 | 1 | 20 | 35 | 25 | 13 | 168 | 6 | 73.5 | 86 | 204 |
| 14 | 135-150 | 1 | 20 | 35 | 26 | 14 | 178 | 6 | 81 | 94 | 222 |
| 15 | 150-165 | 1 | 22 | 40 | 26 | 13.5 | 192 | 6 | 88.5 | 102 | 240 |
| 16 | 165-180 | 1 | 22 | 40 | 27 | 14.5 | 202 | 6 | 96 | 111 | 258 |
| 17 | 180-200 | 1 | 24 | 44 | 26.4 | 14.4 | 216 | 6 | 106 | 121 | 278 |
| 18 | 200-220 | 1 | 24 | 44 | 28 | 16 | 227 | 6 | 116 | 131 | 298 |
| 19 | 220-240 | 1 | 248 | 48 | 29 | 16.5 | 242 | 6 | 126 | 141 | 318 |
| 20 | 240-260 | 1 | 28 | 48 | 29 | 16.5 | 252 | 6 | 136 | 151 | 338 |